MIL-HDBK-1897(AT)
TABLE VI. Surface texture for as-cast and sand blasted investment castings. 1/
Roughness Material/product ( in. AA) |
Roughness Material/product ( in. AA) |
Airfoil contours 63 Aluminum alloy 100 Aluminum bronze 2/ 100 Beryllium copper 100 Carbon steel 125 |
Cobalt-chromium alloy 100 Magnesium alloy 100 Nickel base superalloy 125 Stainless, 300 series 125 Stainless, 400 series 125 |
1/ Method of measuring and controlling surface texture should be in accordance with
SAE J448 and SAE J449 respectively, or ANSI/ASME B46.1.
2/ SAE AMS 4640.
5.1.8 Draft. Draft is normally not specified except in special applications on deep perpendicular draws or in long untapered cored holes. The amount of draft required will depend upon the pattern material used, length (depth of draw), and wall thickness. The need for draft should be resolved between the casting source and engineering design. When required, draft should be specified in degrees or in taper per inch. A taper of 1 is considered acceptable in most instances (see figure 3).
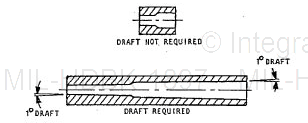
FIGURE 3. Examples of draft applications.
5.1.9 Wall thickness. Designing for minimum wall thickness depends upon:
a. Fluidity of the alloy and its ability to flow in the mold, i.e., a function of metal and mold temperature.
b. Solidification range of the alloy in relation to proper feeding of the section. c. Surface area or exposed metal and feeding distance.
Minimum wall thickness for cored cavities are shown in figure 4.
9
For Parts Inquires call Parts Hangar, Inc (727) 493-0744
© Copyright 2015 Integrated Publishing, Inc.
A Service Disabled Veteran Owned Small Business