MIL-HDBK-1897(AT)
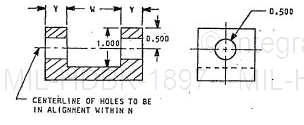
FIGURE 13. Tolerances for investment castings with in-line holes.
5.1.11.11 Finish stock in hole. Finish stock allowance of 0.010 to 0.015 inch per side is required for grinding or reaming a hole, provided that the section around the hole is uniform. For holes over 1 inch in diameter, sufficient stock should be allowed to maintain required tolerance and also guarantee "clean-up". If section around hole is not uniform, more finish stock will be required as heavier section tends to pull hole out of round (see figure 14).
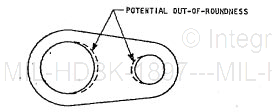
FIGURE 14. Potential out-of-roundness in an irregular mass.
5.1.11.12 Hole relationships.
5.1.11.12.1 Distance between holes. Tolerances for various interhole distances are shown in figure 15.
15
For Parts Inquires call Parts Hangar, Inc (727) 493-0744
© Copyright 2015 Integrated Publishing, Inc.
A Service Disabled Veteran Owned Small Business